
溶接加工とは、材料に応じて金属材料同士の接合部を高温の熱または圧力、もしくはその両者を加え、部材と部材を接合する加工のことを言います。TIG溶接 MIG溶接 スポット溶接と用途に合せて使い分けます。

金属の部品同士を溶接機という専用の機械を使って部材もしくは溶着材を溶かして接合することです。用途に応じて様々な溶接法、それに伴い様々な溶接機があり、適宜対応しています。弊社では主にCO2溶接(半自動溶接)、TIG溶接(アルゴン溶接)を併用し、5台の昇降機能付き作業テーブルに2種類の溶接機を配置して溶接加工を行っています。特に大きい製品を溶接する場合は、仮組・本溶接と工程を分けます。また溶接歪みを取る為、溶接後に負荷を加えて矯正を行います。
溶接トーチからコイル状に巻かれた針金状の溶接ワイヤーをだし、ワイヤーを部品同士に溶かし込んで溶接する方法です。主にスチールの溶接に用いられます。ワイヤーが自動で出てくるので、肉盛り溶接に適しています。図面に肉盛りの指示がある場合は記載された数字以上の肉盛りが求められています。板厚が1.6mm以上の部品の溶接に適しています。板厚が厚くなるに伴い、電流を上げて溶け込みが良くなるよう調節します。溶接機はダイヤル式で細かく調節することが出来ます。


溶接トーチにタングステンを用い、先端を尖らせ高圧の電流を流して、部材同士を溶接します。シールドガスにアルゴンを用いるため、アルゴン溶接とも呼ばれています。スチール・ステンレス・アルミ・チタンの溶接に用いられます。溶接棒を使って肉盛り溶接をすることも可能です。ステンレスで滑らかな溶接面が欲しい時など、肉盛り溶接を行い、グラインダー・バフ研磨などで表面を仕上げて継ぎ目が分からないようにします。薄板から厚板まで広く対応しています。
重ね合わせた二つの部品に対し、局所的に高圧の電流をかけて溶着させます。上下のチップとも先端の接地面を小さくして電流を集中させて、ピンスポットでその部分だけを瞬間的に溶かします。鳥のくちばしのような形をしています。下がテーブルになっていて、大きな箱や筐体の溶接に特化した形状になっているのがテーブルスポット溶接機です。テーブルスポット溶接機は深い箱状態になった筐体対し、横からトーチを入れるガン状態のアームと、上から垂直に深くまでトーチを入れるアームの二種類を備えています。

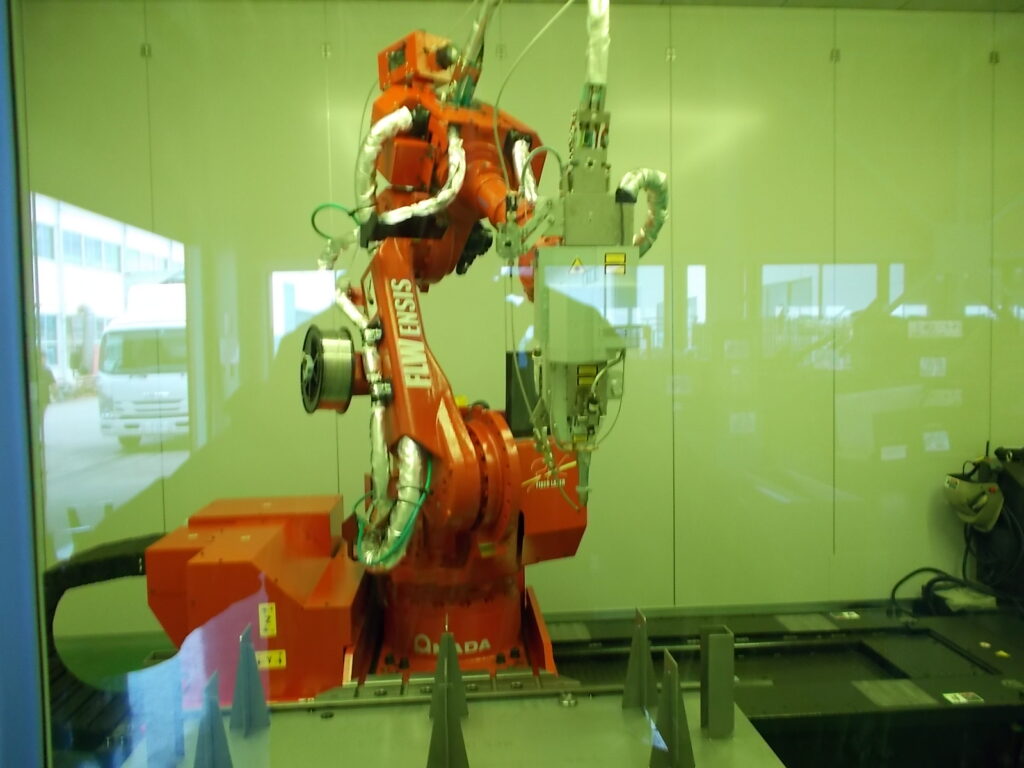
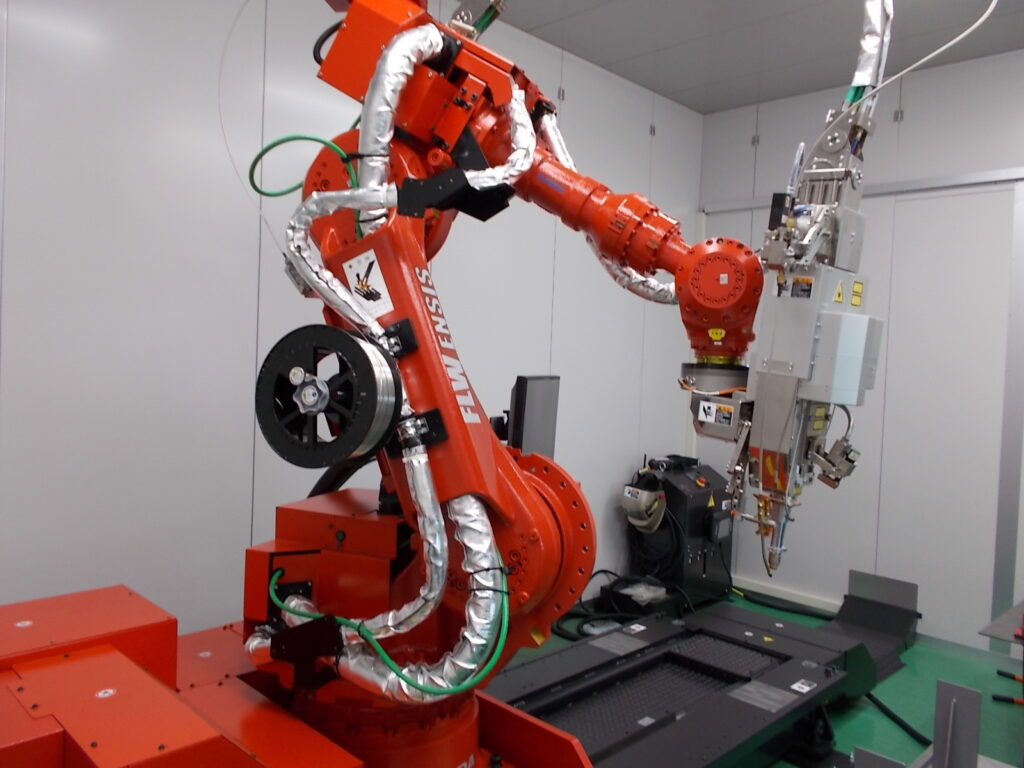
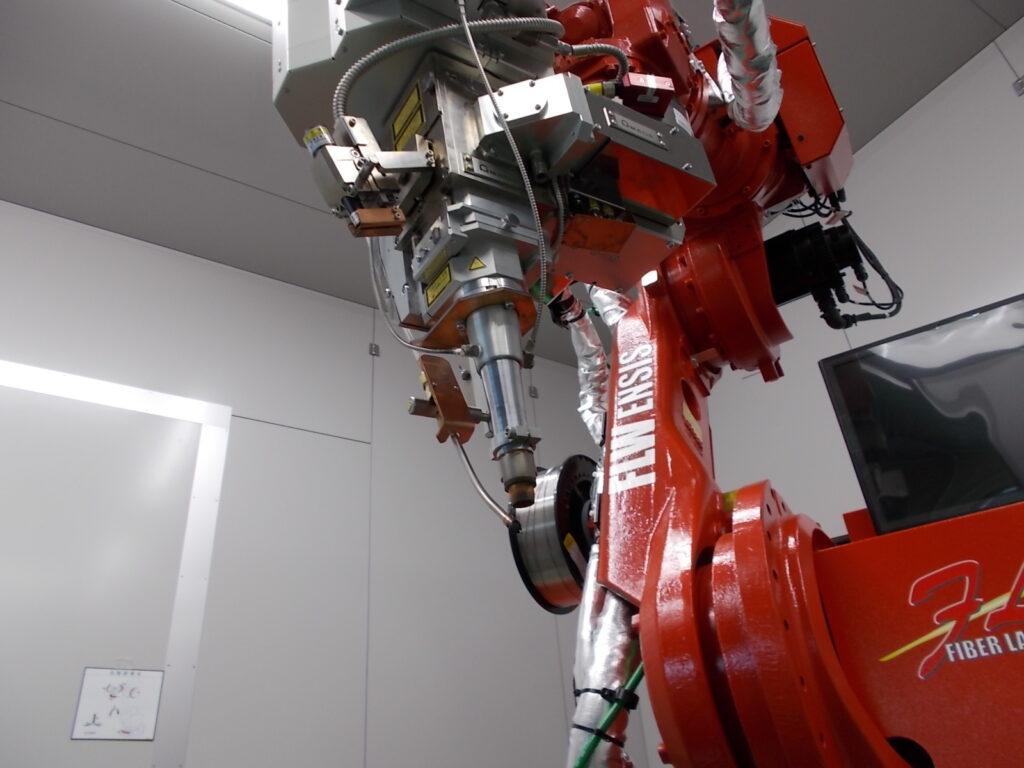
レーザービームで部材同士を溶かして溶接します。ビーム深度が深く、TIG溶接に比べ溶接歪みが少ないのが特徴です。熱による変色も少なく、体裁面への加工にも適しています。スチール・ステンレス・アルミ・チタンの溶接に用いられます。但し、ビーム径が細いため、部材同士に隙間があると溶接不良の原因になります。仮付けして、完全に隙間が無いことを確認したうえで、本付けする必要があります。またロボットアーム式のファイバーレーザー溶接機は、BOX・ケースなどの立ち上がり部分の連続溶接に適しています。実績データを数値化し、再現性を容易にすることで、ロボット溶接による安定した品質を提供します。
ウェルドナットと呼ばれる溶接用のナットを使用します。接合面に数か所の突起があり、スポット溶接機で加圧・溶着させる際、突起部のみを溶かし部品に溶接します。M4~M12までのナットを溶接します。ウエルドビスはウェルドナットと同様にビスの頭に数か所の突起があり、下穴にビスを通してスポット溶接機で溶接します。M4~M6までのビスを溶接します。スタッドビスはビス先端に小さな突起があり、専用のスタッド溶接用の機械で部品にビスを溶接します。ウエルドビスと異なり下穴をあけないため、ビスの裏面は体裁面として使うことが出来ます。M3~M5のビスまでスタッド溶接することが出来ます。


チャンネルやアングル・角パイプなどを用いて、筐体やフレーム・架台などを作ります。生産設備の装置や産業機械の架台などに用いられます。工場の生産ラインなどは、作業内容により仕様が変わってきますので、案件ごとにオーダーメイドの対応になります。省人化効率化を図る為、生産ラインの改善はどの業界においても重視されています。弊社では従来の製缶作業の工程を踏襲しつつも、精密板金のエッセンスも加味した、より良い作業を心がけています。
溶接すると歪みます。固体から液体になり、再び冷やされて固体になるわけですが、部分的に溶かされるため元通りになるわけではなく、膨張・収縮するような形となり歪みの原因となります。板同士を並べてつなぎ部分をTIG溶接で全周流すと、接合部分が溶け合って縮んでしまい接合前に比べて全長が短くなります。接合部分を滑らかに仕上げるために、ハンドグラインダーを使って凹凸部分を削り込みます。ディスクの粗さを調整しながら、溶接部分を整えます。

お問い合わせ
受付時間 平日9:00〜18:00
お問い合わせフォームはこちら無料見積シミュレーション
形や大きさを入力して3分で
概算見積もりをシミュレーションできます!
無料見積
シミュレーション

